Click here to download this bulletin as a PDF
Boilers and cooling towers share two major water- related problems: deposits and corrosion. As steam is generated by a boiler or water evaporating from a cooling tower, dissolved minerals are left behind, increasing the concentration of these minerals. Additional minerals are introduced via the water added to makeup the water lost to steam/evaporation. Eventually, the minerals reach a level (or cycle) of concentration that will cause either loss of efficiency due to scale or damage from corrosion. This level can be determined by the Ryznar or Langelier indices and correlated to a conductivity or TDS range. Most people recognize problems associated with corrosion. Effects from scale deposits, however, are equally important. For example, as little as 1/8″ of scale can reduce the efficiency of a boiler by 18% or a cooling tower heat exchanger by 40%!
A variety of water treatment methods are employed in an effort to control these problems. Even with water treatment, it is still necessary to regularly blowdown or bleedoff part of the concentrated water and make up with lower salinity water to reduce the overall mineral concentration.
To conserve water and treatment chemicals, it is desirable to allow the dissolved minerals to reach a maximum cycle of concentration while still avoiding problems. Because feedwater/make-up waters vary in the types and amounts of minerals present, the allowable cycles of concentration will vary. As a result, regular testing of boiler and cooling waters is essential to optimize water treatment programs and blowdown schedules. Tests commonly performed include conductivity or TDS, pH and ORP. Myron L® Company instrumentation provides you with a simple, fast, and accurate means of testing these parameters.
Many cooling towers and boilers have in-line controllers used to release water from the tower or boiler and feed chemical(s) into the system. The 900 Series Multi- Parameter Monitor/Controller™ models simultaneously monitor and/or control multiple inputs and outputs. They are autoranging with 3 automatic temperature compensation standards for greatest accuracy (KCl, NaCl, and 442 Natural Water™). User adjustable temperature compensation (0 – 10%/°C) can be disabled for non-compensated readings. Input parameters include conductivity, resistivity, TDS, salinity, pH, ORP, flow/pulse and temperature. The RS-485 serial output allows you to download data to a supervisory computer, PLC or SCADA system.
The in-line controllers must be calibrated regularly to ensure fouling or drift of the sensor has not occurred. Our portable instruments in conjunction with NIST traceable standard solutions provide rapid verification of the accuracy of in-line controllers. This method reduces manpower and the likelihood of disturbing or damaging sensors.
Conductivity
Conductivity is the measurement of a solution’s ability to transmit an electrical current. It is usually expressed in microsiemens/cm (micromhos/cm). Pure water is actually a poor electrical conductor (18,200,000 ohms/cm of resistance). It is the amount of ionized substances (or salts) dissolved in water which determines the conductivity. Because the vast majority of the dissolved minerals in water are these conductive inorganic impurities, conductivity measurement is an excellent indicator of mineral concentration.
The Myron L® Instruments were developed for just this purpose. Models are available which display conductivity and/or ppm of TDS. For detailed information regarding the relationship between conductivity and TDS, please see the Myron L® Application Bulletin: Standard Solutions and Buffers.
pH
pH, the measurement of acidity or basicity, is one of the most important factors affecting scale formation or corrosion in a boiler or cooling system. The types of impurities comprising the mineral concentration behave differently at various pH levels. Low pH waters have a tendency to cause corrosion, while high pH waters may cause scale formation.
Boiler Water
Boiler water requirements can range from very pure to more than 6500 microsiemens, depending on size, pressure, application, and feedwater. Once the maximum cycles of concentration has been established, a conductivity instrument can conveniently help you to determine if the blowdown schedule is adequate. Samples should be cooled to at least 160°F/71°C to ensure accurate temperature compensated readings.
Boiler Condensate
Boiler condensate samples are often tested to determine if there are any carryover of boiler water solids or contaminants entering from outside the system. Condensate is relatively pure water, and values of 2-100 microsiemens are common. Because of these low values, a multiple-range instrument is recommended to increase the resolution and accuracy of the reading. Monitoring the pH of condensate is also important since condensate is very corrosive at low pH levels. Treatment additives are often added to elevate the pH to minimize corrosion in condensate lines.
Cooling Water Tower
Cooling tower water has become more challenging since the reduced use of acid and the elimination of chromate. Monitoring conductivity and pH has become imperative to maintain a proper treatment program. Although many systems have controls on these parameters, the possibility of a system upset is always present. Even slight upsets can cause rapid scaling of heat exchangers.
Biological Growth
Biological growth is another extremely important facet to proper cooling water management. Microbes can cause corrosion, fouling, and disease. Oxidizing biocides (chlorine, chlorine dioxide, ozone and bromine) have been employed to keep bacteria under control. Monitoring of the ORP (Oxidation Reduction Potential)/REDOX is very useful in its ability to correlate millivolt readings to sanitization strength of the water. The Ultrameter™ 6PIIFCE and the 9PTKB include this parameter for quick on-site determinations.
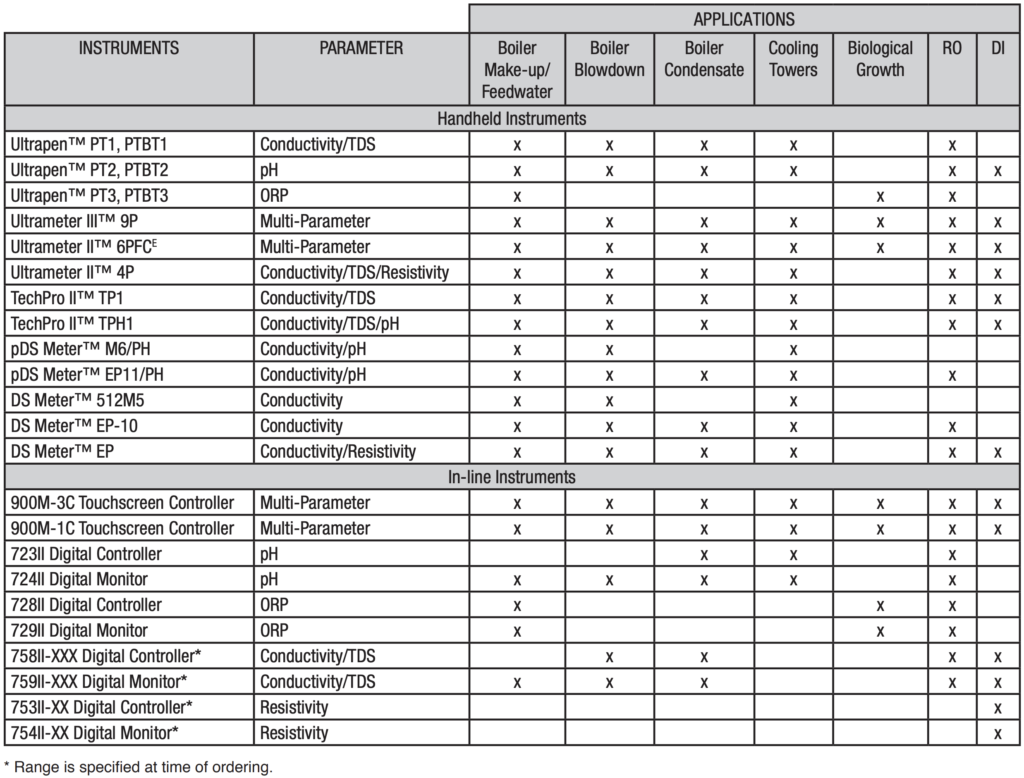
The following table lists some of the recommended Myron L® instruments for boilers and cooling towers. For additional information, please contact your local distributor, refer to Myron L® data sheets, visit our website at www.myronl.com, or contact us by phone, fax, or email (sales@myronl.com).